")
") Deutsch (Germany)
Deutsch (Germany) ") Polski (PL)
Polski (PL) New manufacturing method, called Additive Technologies, is the method with possibility of 3D-models layer-by-layer manufacturing. One of the most widely used methods of additive manufacturing of metal products is Selective laser melting. For melting metal in powder form, an ytterbium fiber laser is used with power from 200 to 1000 W, the radiation of which is focused to the required location with help of high-speed drive mirrors.
The subject of research is the using additive technologies for manufacturing parts from high resistant alloy, used in aerospace engineering. The material of research is the test sample manufactured with SLM method (Selective Laser Melting) by layer-by-layer fusion the metal powder of heat resistant alloy INCONEL 718 with the help of laser beam.
Research methods: microsructural analysis was performed using a Carl Zeuss AXIOVERT M200 MAT light microscope, for particle size analysis – was used SEM 106 scanning electron microscope.
Objective of the research: assessment of the possibility of manufacturing high-quality sample from INCONEL 718; study of its porosity and microstructure as the main indicator of construction quality.
Results: It was determined that the equipment produced by “Additive Laser Technology of Ukraine” LLC (Dnipro) allows implementing SLM-process and manufacture products from alloy INCONEL 718 with a high metal density. The study of microstructure in planes parallel and perpendicular to the direction of sample construction is completed.
Conclusions: additive technologies are promising for creating parts and structure for aerospace engineering, allowing to reduce the time and cost for its projecting and manufacturing. It is shown the possibility of creating high-quality products from INCONEL 718 alloy using the SLM method at the installation produced by “Additive Laser Technologies of Ukraine” LLC (Dnipro). It is shown the interrelation of process parameters and microstructure, which necessitates the elaboration of reasonable SLM process modes for various purpose products.
Keyword: additive technologies; laser selective melting; nickel alloy; porosity; microstructure.
Introduction
New manufacturing method, called additive technologies, is the method with the ability to manufacture 3D-models layer-by-layer. [1]
In this method, the metal powder particles are melted by a heat source that can be laser or electron beam for creating a solid layer. Then the process continues until creation of a final product. With this method complex forms that are impossible or difficult to manufacture with other traditional manufacturing methods can be obtained. [2]
One of the most widely used additive manufacturing methods of metal items is selective laser melting (SLM), that provides greater freedom for manufacturing details with complex geometry, which are difficult or expensive to achieve with traditional methods [3]. Selective laser melting (SLM) allows to manufacture products from complex alloys using high laser energy for selective melting small particles of metal powder layer-by-layer [4]. At Figure. 1 it is presented a schematic diagram of the 3D printer work. Melting process in such equipment generates details with complex geometry layer-by-layer, using 3D models as the initial information. Layer thickness ranges from 15 to 150 microns depending on used material. To melt the metal in powder form, it is used ytterbium fiber lasers with power from 200 to 1000 W, radiation of which with help of high-speed drive mirrors is focused to the required place detail formation [5]. The chamber is filled with inert gas (nitrogen or argon), to prevent unwanted product oxidation during manufacturing. Each subsequent layer is produced by lowering platform with manufactured detail by an amount equal to the height of the layer. After that, the layer of new powder is applied from the feed hopper with powder blade. The whole cycle is repeated until the part complete formation over the entire height.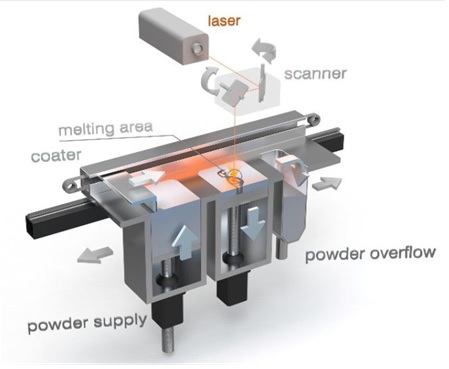 Figure 1. Schematic diagram of the 3D printer work
Figure 1. Schematic diagram of the 3D printer work
Owing to SLM technologies metal powders in a layer melts quickly under the influence of the laser beam, which moves with high speed and then quickly solidify in the molten bath (cooling rates from 103 to 108 K/s [6,7] with short-term nonequilibrium phase transition and form high dispersed microstructure [8]. This leads to some significant difference in mechanical properties between products made by casting, forging and SLM [9]. While a typical microstructure during a conventional manufacturing process, such as casting and deformation, has lager grains with high dendritic liquation due to the low cooling rate during solidification, defects of shrinkage origin [10]. In addition, in casted and deformed alloys, microstructure adjustment is difficult, while it is easier to control in the SLM process by changing the manufacturing parameters.
INCONEL 718 is a nickel-based superalloy, on the basis of nickel that is widely used in aerospace and nuclear industries, etc. for number of products, such as combustion chambers, turbine blades, rocket engines and nuclear reactors, due to its high creep resistance, high temperature strength, good resistance to high temperature corrosion and good weldability [10-13]. The chemical composition is presented in Table 1.
Nickel has high ability to dissolve other elements, for example, Cr and Fe, as a result the alloy can have high strength at high temperature as a result of carbides precipitating, as well as solid-solution hardening and separation of such intermetallic phases as γ ‘(Ni3 (Al, Ti, Nb)) with a face-centered cubic lattice and γ ′ (Ni3Nb) with a body-centered tetragonal lattice [14].
Application of SLM method for manufacturing of special parts of aerospace technology is currently an advanced direction, the implementation of which opens up the possibility of abandoning complex technological processes in its manufacture.
1. Problem statement
The main manufacturers of equipment for 3D printing are Concept Laser, EOS, etc. However, at present, processing units for manufacturing parts with the SLM method are expensive, that is naturally reflected in the final cost of production.
«Additive Laser Technology of Ukraine» LLC (Dnipro) has created a processing unit for manufacturing products by SLM method with ytterbium laser with a maximum power 500 W, printable area: 150x150x180 mm. Processing unit includes a system for filling the chamber with inert gas, a system for maintaining the environment and gas filtering of an own production.
For manufacturing prototypes as a material it was used metal alloy powder INCONEL 718 with a particular size 45 + 15μm of European manufacturer.
2. Results
It was completed a grain size analysis of the material. Particle sizes were calculated by using photographs obtained with a JEOL SEM-106 scanning electron microscope (Figure 2).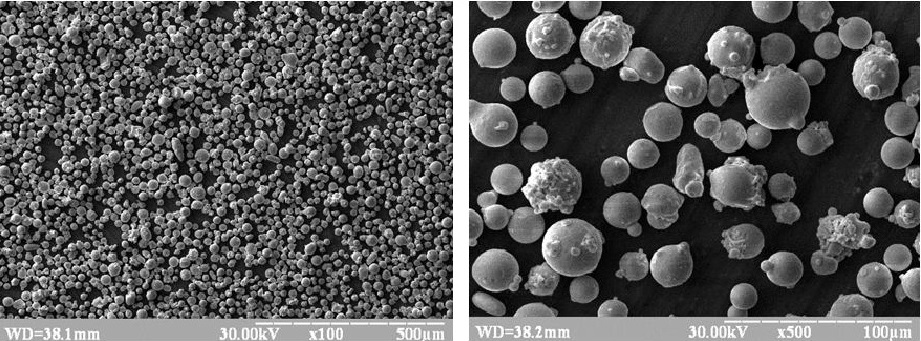 Figure 2. Microstructure of INCONEL 718 metal powder
Figure 2. Microstructure of INCONEL 718 metal powder
At the Figure 3 and at the Table 2 there are shown the result of the analysis.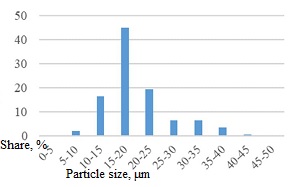 Figure 3. Particle size analysis of the source material INCONEL 718
Figure 3. Particle size analysis of the source material INCONEL 718
Geometrical parameters of the test sample: parallelogram 10 × 20 × 10 mm (Figure 4)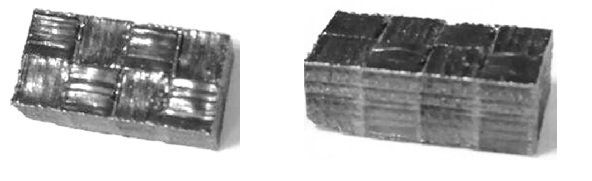 Figure 4. General view of the test sample
Figure 4. General view of the test sample
Metallographic studies of the metal product microstructure were performed in a plane parallel to the direction of sample growth (X – Z) and perpendicular (X – Y).
The SLM process has many advantages over conventional methods, however they also have drawbacks, such as pore formation, no melting, and unmelted particles. There are two types of pores that can occur: round pores and irregular pores (no fusion) [15]. Round pores are formed for two main reasons: atmospheric gas embedded in the molten bath and gas mixed with a powder that does not release from the molten bath before solidification. Another reason is the capture of gas inside the powder particles in the process of spraying the gas, most of which are spherical in shape and very small satellite particles are attached to them (Figure 2) [16]. Another defect is irregular pore, which is formed due to the unstable form of the molten bath, the main cause of which is capillary forces.
Figure 5 shows the microstructure of the test sample. The figure shows that the metal has a good continuity, a small number of micropores (about 1%) with characteristic geometry is observed.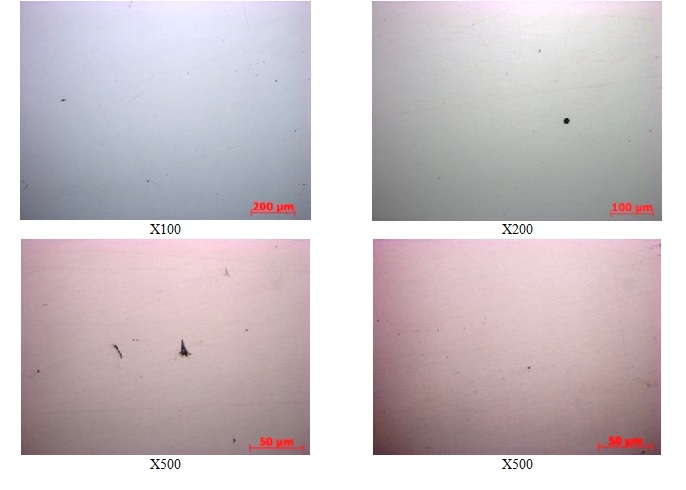 Figure 5. Microstructural studies of the test sample porosity
Figure 5. Microstructural studies of the test sample porosity
Fot sample manufacturing it was used a chess pattern print with a block size of 5 mm. Figure 6 shows the microstructure after etching with CuSO4 + HCl at the blocks junction points with different track directions in a plane perpendicular to the direction of printing of the sample.
In the study of the microstructure after etching CuSO4 + HCl in a plane parallel to the direction of the Z axis, one can see the arcuate configuration of the melt pool boundary of one track, which occurs due to the Gaussian distribution of the laser beam energy (Figure7).
The overlap between the melt pool boundaries (MPB) is also visible in the material obtained using the SLM process. In the manufacture of the sample, the process parameters were changed. Figure 7 shows how the penetration depth and the width of the melt baths change. Figure 8 shows how the microstructure of the same area looks in opposite directions.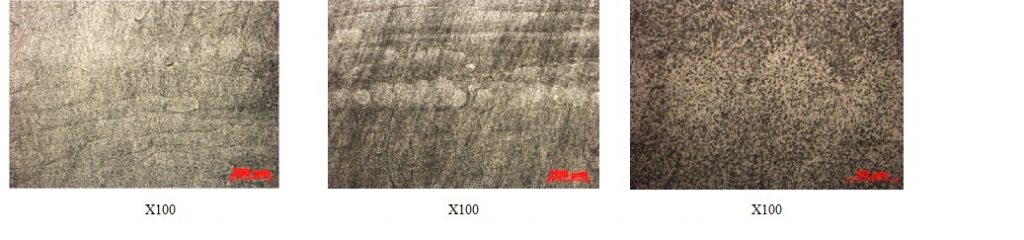 Figure 6. Microstructure of the test sample in the XY plane
Figure 6. Microstructure of the test sample in the XY plane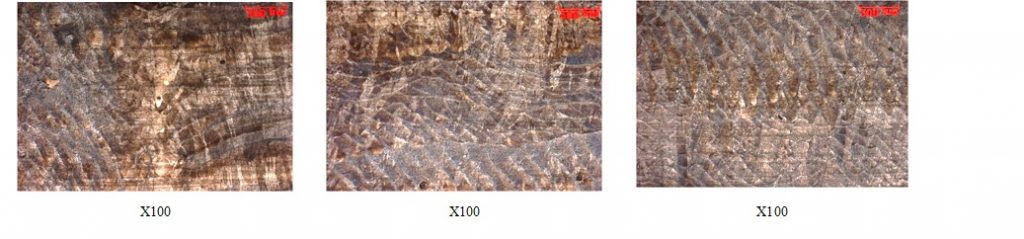 Figure 7. Microstructure of the test sample in the Y-Z plane
Figure 7. Microstructure of the test sample in the Y-Z plane
In the SLM process, the microstructure and mechanical properties of the final sample substantially depend on the process parameters [17–19]. In this regard, further research will be aimed at establishing patterns of microstructure formation and, as a result, at mechanical properties for various parameters of the SLM process.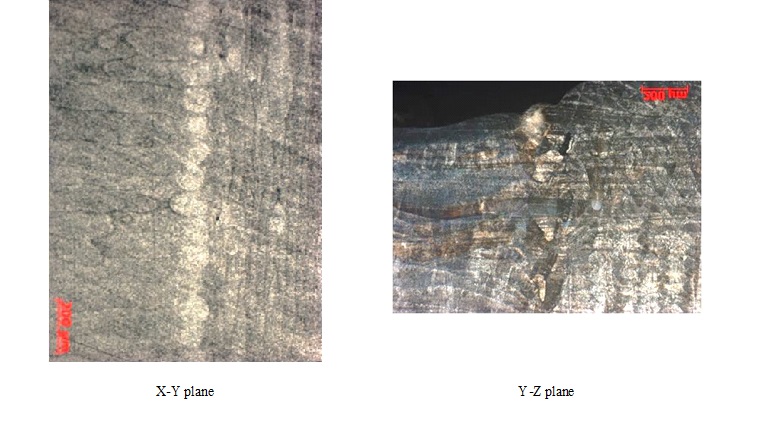 Figure 8. Microstructure of the test sample. × 100
Figure 8. Microstructure of the test sample. × 100
Conclusions
Additive technologies are promising for creating parts and structures for aerospace technology, making it possible to reduce the time and cost for its design and manufacturing.
It is shown possibility of creating high-quality products from INCONEL 718 alloy using the SLM method with the use of processing unit, manufactured by «Additive Laser Technology of Ukraine» LLC (Dnipro).
It is shown correlation between print parameters and microstructure, that necessitates the elaboration of reasonable SLM process modes for various purposes products.
www.alt-print.com









